This equipment rolls round copper bus bars into square flat copper wires through multiple passes of rolling mill. During the rolling process, multiple passes of annealing are required, and finally the copper wire is wound up and precisely arranged into a roll.
The threading tension should be adjusted quickly and steadily to ensure smooth and uninterrupted threading.
During acceleration and deceleration, the tension quickly reaches the target position and the tension is stable.
Ensure that the width and thickness of the wire are within the error range.
The cables need to be arranged precisely, one next to the other, and not messy.
Annealing must meet yield requirements.
The upper and lower rollers are completely synchronized.
The annealing and rolling mill functions can be turned on or off at will.

The entire system consists of four parts, active pay-off, rolling mill annealing unit 1, rolling mill annealing unit 2, and take-up and wiring unit. The entire system adopts a distributed layout. The rolling mill annealing unit is an independent system, and the take-up and wiring unit is an independent system. The entire equipment is composed of 3 PLCs, 2 rolling mill annealing units, and 1 take-up and wiring unit. The human-computer interaction is provided by an HMI. Finish.
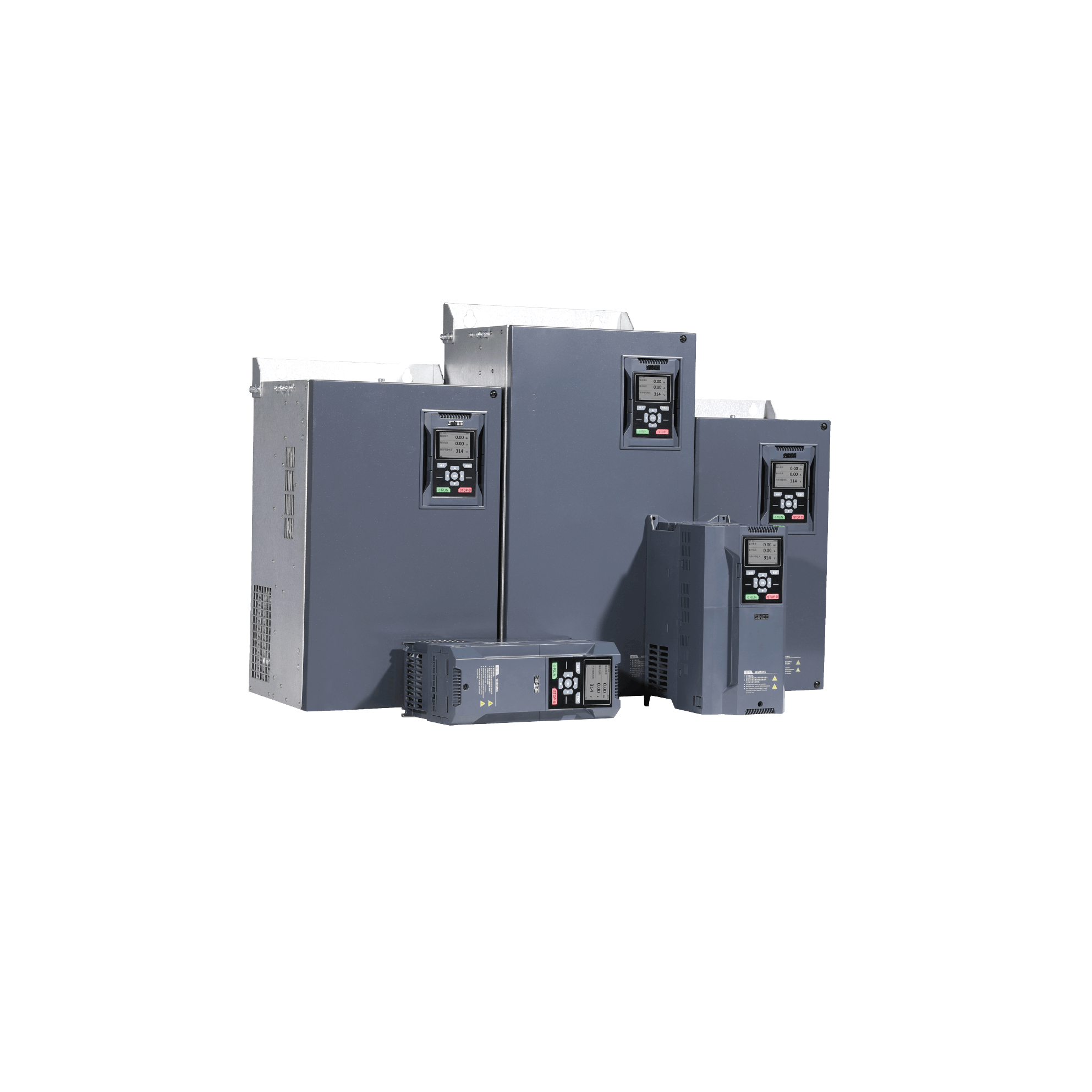
Active pay-off: EM730 frequency converter is used. This frequency converter has its own rewinding and unwinding function. The advanced feed-forward PID algorithm ensures fast pay-off response and stable tension at steady speed.
Rolling mill annealing unit: This system consists of two rolling mills and one annealing unit. The upper and lower rolls of each rolling mill are controlled by two servos respectively. There is also a stepper in the transverse direction of each rolling mill, which automatically moves according to the number of meters to reduce roll wear. Annealing adopts short-circuit annealing and uses a special sinusoidal annealing controller. The annealing output voltage can be adjusted in real time, and the annealing output frequency can be adjusted arbitrarily, up to 16K. Tonglun inverter uses EM730 series inverter with built-in rewinding and unwinding functions.
Cable take-up and arrangement unit: This system consists of a cable arrangement servo motor, a special servo for rewinding and unwinding EA180, a bow belt servo and a traction inverter.

>Modular design and combination
The modular design significantly improves the convenience of equipment combination.
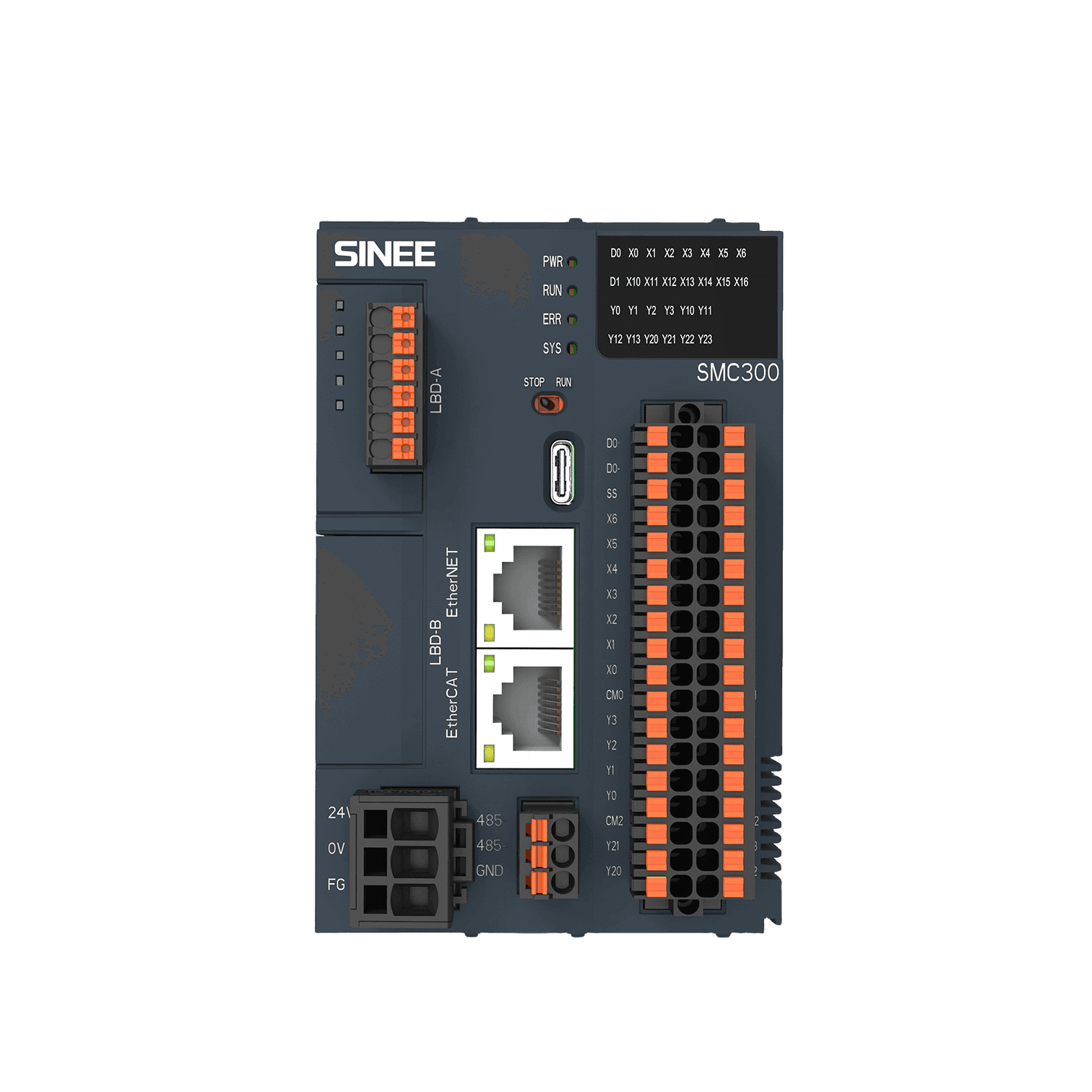
>PLC built-in algorithms and functions
The PLC has a built-in precision wiring algorithm and supports taper disks; at the same time, the PLC also has a built-in roll tension control algorithm.
>Upper and lower roller servo control
The upper and lower roller servo works in position mode and is controlled by a pulse port to ensure complete synchronization of the upper and lower rollers.
>Short circuit annealing process
Short circuit annealing, the mechanical structure is simpler. At the same time, isolation problems are avoided.
>Annealing voltage automatically adjusts with speed
The equipment can maintain the best annealing effect at different production speeds.
>Automatically adjust wire diameter function
During the production process, it can automatically adjust the wire diameter in real time according to product requirements and actual production conditions. This enables it to meet the production needs of products of different specifications, reduces the scrap rate caused by improper wire diameter adjustment, and improves production efficiency.
>The frequency converter has its own rewinding and unwinding function; special servo for rewinding and unwinding
Application parameters can be set with one click, reducing the engineer's burden of writing programs.
>Automatic adjustment of roll movement
Through automatic adjustment, the service life of the rolls is significantly extended, reducing equipment maintenance costs and downtime, and improving the overall operating efficiency of the equipment.






 Address : Room 804, 8F, Building 1, Runzhi R&D Center, No. 5 Runfang Road, Block 70, Xingdong Community, Xin'an Sub-district, Bao'an District, Shenzhen
Address : Room 804, 8F, Building 1, Runzhi R&D Center, No. 5 Runfang Road, Block 70, Xingdong Community, Xin'an Sub-district, Bao'an District, Shenzhen Tel : 027-87002560
Tel : 027-87002560 Fax : 86-0755-86267216
Fax : 86-0755-86267216 Email : info@sineedrive.com
Email : info@sineedrive.comCpyright © 2023 Shenzhen Sinee Electric Co.,Ltd. A certain ICP preparation No. 00000000-0